1、一. 铣床夹具安装
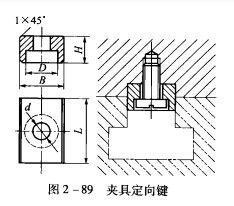
铣床夹具以其底板2平面放置在铣床工作台上,保证定位表面在垂直面内与走刀方向成一定位置关系;铣床夹具底平面上都设置有两个定向键如图2-89所示,定向键嵌在铣床工作台的T形槽内并与之配合,确定夹具上定位元件在水平面内与走刀方向的位置关系。位置确定后由T形螺钉将夹具固紧。
由于定位表面与铣床夹具安装表面(底平面、定向键侧面)的位置误差,定向键与T形槽配合间隙,都会使定位表面相对于走刀方向位置不准确,产生安装误差。为了控制安装误差,可提高定位元件与安装元件的位置精度和安装元件与连接元件配合精度。为了提高配合精度,可使定向键一面与T形槽接触。安装精度要求更高时可用找正安装夹具,可直接找正定位面,如有困难可在夹具上作出找正面供找正用。
2、二. 铣床夹具对刀
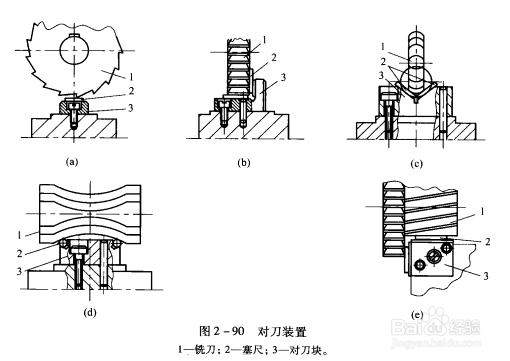
铣床夹具对切削成形运动占据正确位置后,要调整夹具相对刀具位置,这一过程称为夹具对刀。铣床夹具对刀有三种方法,可用试切几个工件调整刀具位置;也可采用标准样件对刀;而最常用的方法是采用对刀块和塞尺对刀。图2-90所示是几种铣刀对刀装置。图2-90(a)为高度对刀块,尽确定沿高度方向刀具位置。图2-90(b)为直角对刀块,可确定刀具相对夹具在高度方向和水平方向位置。图2-90(c)和(d)为成形对刀装置。图2-90(e)为组合刀具对刀装置。根据加工和结构需要还可以设计其他一些非标准对刀装置。塞尺已经标准化,用时可选用。
对导时,由于夹具定位面刀对刀仪表面的位置存在误差,工人用塞尺调整刀具位置也存在误差,结果都使刀具相对夹具上定位面的准确位置产生变动,在工序尺寸方向上位置的最大变动量成为对刀误差。控制对刀误差要规定夹具定位表面对对刀面位置尺寸及公差;对刀时要仔细调整刀具与对刀面的位置,边转动刀具,边移动塞尺,知道松紧合适位置。
3、三. 铣床夹具类型
铣床夹具种类很多,设计铣床夹具考虑的主要问题之一是如何提高生产效率。铣床夹具从进给方式上可分为直线进给式、圆周进给式和靠模铣床夹具三大类。
1、直线进给式铣床夹具
这类夹具在加工工件时随机床工作台直线供给。这类夹具很多,可以是多件加工,也可以是多工位加工。
图2-91所示为料仓式铣床夹具。料仓式铣床夹具具有一个或几个料仓。工件先装在料仓里,由圆柱销11,削边销10和端面使工件定位;然后料仓5装在夹具上,用圆柱销12、14,削边销15及端面在夹具上定位,由螺母1、压板2和压块3进行夹紧。这种料仓式夹具可以利用机动时间来装卸工件,使机动工时与辅助时间部分重合,以提高生产率。
图2-92所示为在铣床工作台上安装两个夹具、使铣刀处于两个夹具中间位置,当工作台向左进给,加工右边夹具工件时,工人装卸左边夹具工件;工作台向右进给,加工左边夹具工件,工人装卸右边夹具中工件,这就是双向进给铣床夹具,也称摆式铣。这种铣削方式完全将装卸工件时间与机动时间全部重合。采用摆式铣交替进行,机床丝杆必须有消除间隙机构。


4、2、圆周进给式铣床夹具
图2-93所示为圆周式进给铣削原理示意图。在立式圆工作台铣床或鼓轮铣床工作台上安装数个铣床夹具,工作台作回转运动。安装在夹具中的工件陆续进入加工区,脱离加工区后,工件加工完毕,工人卸下加工好的工件,安装毛坯件,送入加工区加工。这种加工方式有很高的生产率。

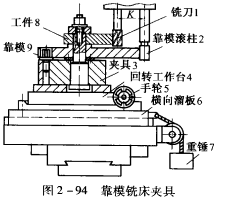
5、3、靠模铣床夹具
在铣床上用靠模来铣削工件的夹具称为靠模铣床夹具。图2-94所示为靠模铣床夹具。夹具3装在回转工作台4上,回转工作台4又装在横向溜板6上,横向溜板卸掉丝杆,靠重锤7使靠模9紧靠在滚柱2上。当回转手轮5时,铣刀1就可以切出与靠模板相似的曲线形状工件。